Specifying a loading dock canopy involves five decisions that most contractors get wrong the first time: structural form, clearance height, wind load compliance, membrane grade, and budget allocation. This guide covers each one, with the numbers you need to get the spec right before you go to tender.
What Makes Loading Dock Canopy Specification Different
A warehouse loading dock canopy operates as critical operational infrastructure, not a standard commercial shade structure. It protects goods, equipment, and personnel during the high-risk transfer phase between the facility and transport vehicles. Specification requires accounting for heavy vehicle movement, vertical clearances, and severe weather loads. Engineers must calculate for a minimum clear height of 4.5m to 5.0m to accommodate standard 53-foot trailers, high-cube containers, and prevent impact damage from reversing trucks with varying suspension heights.

The primary function is preventing water ingress onto the dock leveler and staging area. Rain on a steel dock plate creates an immediate slip hazard for 3-ton forklifts operating on an incline. Standard building overhangs typically project 1.0m to 1.5m from the facade, leaving the rear of a backed-in trailer exposed to the elements. A compliant specification requires a minimum 3.0m to 4.0m projection beyond the dock bumper line to establish a completely dry staging zone for safe material handling.
Loading Docks
Based on Jutent's experience across 400+ projects in 30+ countries, the most frequent specification error is failing to integrate canopy drainage with the site stormwater system. Contractors frequently allow water to shed off the front edge directly onto the truck apron. During heavy downpours, this creates a waterfall effect that blinds reversing drivers and accelerates concrete apron degradation. The canopy requires a reverse pitch design to direct water back toward the building facade. Oversized box gutters capture this runoff and route it down the support columns directly into the subsurface drainage network, keeping the loading bay clear.
Structural integration with the existing building envelope demands precise engineering. The canopy must anchor directly to the primary steel frame of the warehouse or through tilt-up concrete panels. This requires exact calculations of pull-out forces and shear loads on chemical anchors to prevent compromising the building envelope or voiding structural warranties. The specification must also account for localized wind uplift and snow accumulation so the canopy framework withstands extreme dynamic loads without transferring excessive stress to the warehouse facade.
Structural Forms: Cantilever, Hip Roof, and Tensile Options for Loading Bays
Cantilever structures handle the vast majority of high-traffic loading bay projects. Hip roof and standard portal frame options become viable only when the truck apron is exceptionally wide and budget constraints override maneuverability concerns. Selecting the correct structural form dictates foundation sizing, steel tonnage, and long-term operational efficiency at the dock interface.

The cantilever configuration remains the optimal choice for a loading bay tensile canopy. By eliminating front columns, this design removes collision risks for reversing articulated trucks. A clear, unobstructed apron allows drivers to back in at complex angles without striking steel supports. Achieving a 4.0m to 5.0m cantilever projection requires massive rear columns—typically 250x250x8mm or 300x300x10mm Square Hollow Sections (SHS). These columns demand substantial moment-resisting concrete foundations to counteract the extreme overturning moment generated by the overhanging dead and live loads. Engineers must calculate these base reactions carefully to prevent foundation uplift during high wind events.
Pvdf Vs Ptfe Membrane Comparison

Hip roof or portal frame structures utilize both front and rear columns. While this geometry significantly reduces the required steel mass and foundation depth, it introduces permanent physical obstacles into the truck maneuvering zone. If front columns are specified, contractors must space them at exactly 4.5m to 6.0m centers to align perfectly with the dock door bays. These columns require protection via concrete bollards or heavy-duty steel crash barriers. Installing this impact protection expands the civil works scope and consumes valuable apron space, potentially restricting the turning radius for heavy goods vehicles.
Tensile membrane structures utilize double-curved surfaces, such as hypar (hyperbolic paraboloid) or barrel vault forms, to achieve high structural stability with minimal steel weight. The tensioned fabric transfers wind and snow loads efficiently to the perimeter steel frame. For a warehouse loading dock canopy, a barrel vault tensile design provides high central clearance for forklift masts while shedding water to the sides or rear. This geometry prevents water ingress at the loading interface and combines the aesthetic appeal of architectural fabric with the heavy-duty performance required in an industrial logistics setting.
Clearance Requirements: Forklift and Truck Access Heights
Clearance heights are hard constraints dictated by the physical dimensions of the vehicles using the facility. A standard articulated truck trailer has an overall height of 4.1m to 4.3m from the ground. The canopy must clear this height with a substantial safety margin to account for suspension bounce, yard slope, and the upward swing of rear trailer doors.
The dock itself is typically elevated 1.2m above the truck apron grade. Therefore, the total vertical envelope must accommodate the truck height on the apron, plus the operational height of equipment on the dock. High-reach forklifts operating near the dock edge can have mast heights reaching 4.5m to 5.0m. To ensure safe operation, the absolute minimum clear height at the lowest point of the canopy structure—usually the front edge or the lowest internal truss—must be 5.5m from the truck apron grade.
Roof pitch is the second critical dimension. The canopy must slope to shed water rapidly. A minimum pitch of 10 to 15 degrees is required to prevent water ponding on the membrane surface. If the design utilizes a reverse pitch (sloping back toward the warehouse wall), the highest point of the canopy at the front edge may reach 6.5m to 7.0m above grade. This geometry must be modeled accurately to ensure the structure does not interfere with existing warehouse features, such as high-level security lighting, ventilation louvers, or exterior signage.
Internal structural members must also be scrutinized. If the canopy design relies on deep steel trusses or heavy knee braces at the column connections, these elements project downward into the operational envelope. A 3D clash detection model is highly recommended to verify that a forklift carrying a maximum-height pallet load can maneuver freely beneath all secondary steelwork without risk of impact.
Wind Load and Structural Compliance for Industrial Applications
An industrial loading dock canopy acts as a massive aerodynamic sail attached to the side of a building. Wind uplift is the primary failure mode, and structural compliance requires engineering the system for extreme negative pressure.
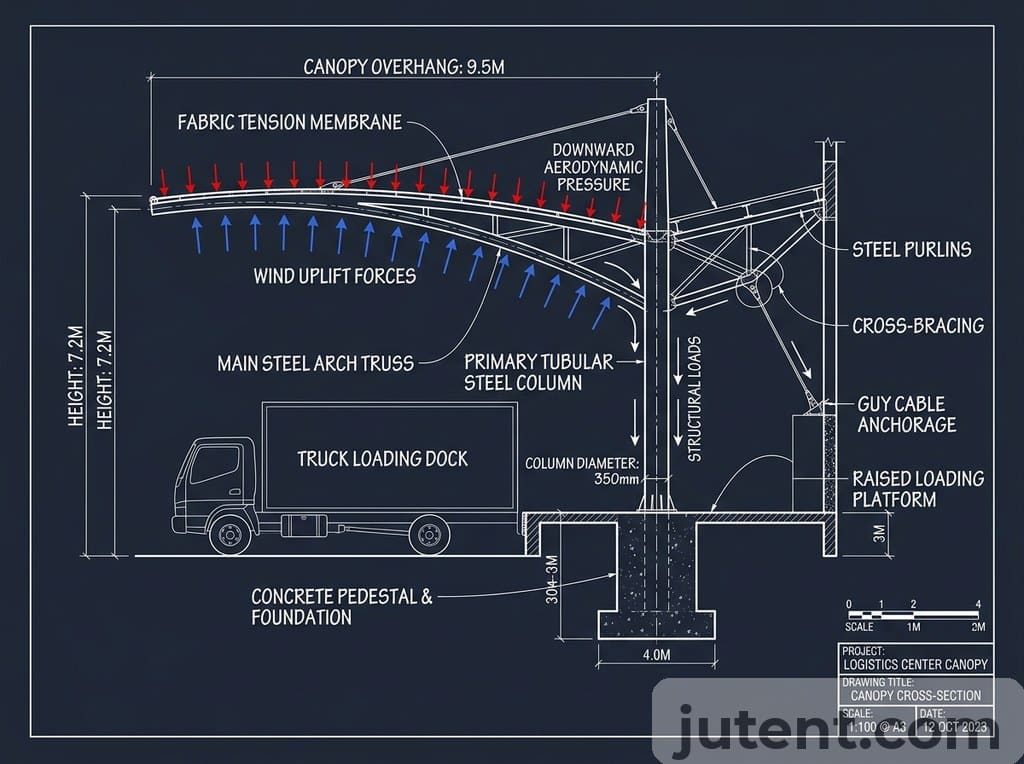
A warehouse project in the Philippines required the structure to meet NSCP 250km/h wind loading. We specified 250×250×8mm SHS primary columns with moment-connected base plates — catching this at the design stage saved the project a complete re-engineering after permit submission. Design codes such as ASCE 7-16 or Eurocode 1 dictate that the structure must be engineered for both downward pressure (snow or live load) and severe upward suction (wind uplift). Because the canopy is attached to a large, solid building face, wind hitting the wall is forced upward and outward, creating localized pressure zones on the underside of the canopy that far exceed standard open-field wind loads.
fluorocarbon topcoat can be applied over the galvanization for aesthetic purposes, but the zinc layer is the non-negotiable primary defense against rust.

Base plate and foundation design are the final structural anchors. Cantilever structures generate extreme bending moments at the base connection. Base plates for these applications typically range from 25mm to 40mm in thickness and utilize M24 to M36 high-tensile chemical or cast-in anchor bolts. The civil engineer must size the concrete pad footings to act as massive counterweights; a typical cantilever footing may require 2.0m x 2.0m x 1.5m of reinforced concrete per column to safely resist the overturning forces generated during a severe storm event.
Membrane Grade: What Industrial Loading Dock Canopies Require
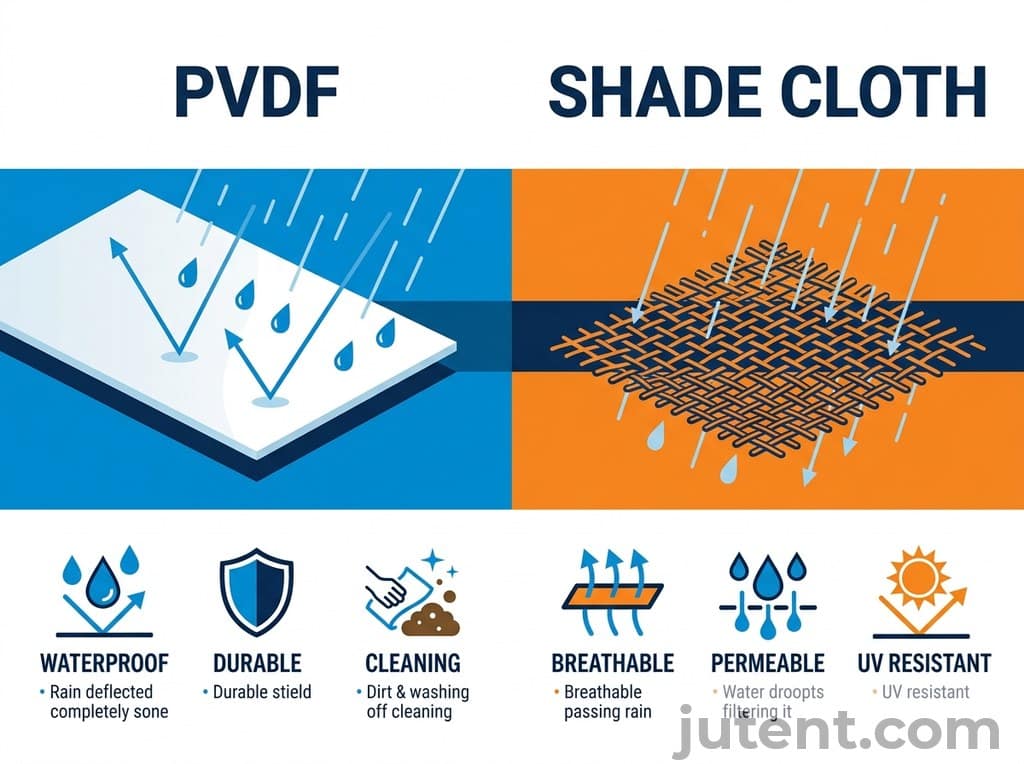
A loading dock shade structure cannot rely on standard commercial shade cloth or low-grade PVC. The industrial environment demands high-performance architectural membranes engineered for high tensile strength, chemical resistance, and strict fire compliance.
We specify a minimum of 900g/㎡ to 1050g/㎡ PVDF (Polyvinylidene Fluoride) coated membrane for all industrial loading bay applications. This weight class utilizes a dense, 1000-denier polyester base cloth that provides exceptional mechanical properties. The tensile strength of a 1050g/㎡ membrane typically exceeds 4000 N/5cm in both the warp and weft directions, ensuring the fabric can withstand extreme wind uplift forces without permanent elongation, sagging, or tearing at the connection points.
The surface coating is equally critical. The PVDF topcoat is a non-negotiable requirement for industrial sites. It creates a low-energy surface that prevents diesel soot, airborne industrial dust, and bird droppings from embedding into the fabric. Rainwater naturally washes the surface clean, maintaining the canopy's aesthetic appearance and functional properties over a 15 to 20-year design life. Lower-grade PVC materials lack this protective layer, leading to rapid discoloration and plasticizer migration within the first three years of exposure.
Light transmission is a major operational advantage of tensile membranes. A standard white 1050g/㎡ PVDF membrane offers 7% to 12% natural light transmission. This provides bright, diffused, shadow-free illumination across the loading bay during daylight hours. This natural daylighting significantly reduces electrical lighting costs and improves safety by eliminating the harsh contrast between bright exterior sunlight and the dark interior of the truck trailer, reducing eye strain for forklift operators.
Finally, the membrane must comply with strict industrial fire codes. The specified PVDF material must achieve recognized fire retardancy ratings, such as DIN 4102 B1, NFPA 701, or EN 13501-1 (B-s2, d0). The material is engineered to be self-extinguishing and will not produce flaming droplets, ensuring it does not contribute to fire spread in the event of an incident on the loading dock.
Loading Dock Canopy Cost: What Drives the Budget
A loading dock canopy cost is driven by three primary variables: structural configuration, wind load requirements, and the total covered area. Understanding these drivers allows contractors to budget accurately and avoid unexpected variations during the procurement phase.
Supply-only costs for a standard column-supported tensile canopy typically range from $80 to $130 per square meter. This configuration is highly efficient in terms of steel weight, making it the most cost-effective solution for large, open staging areas. However, when operational constraints dictate a cantilever design, the budget must be adjusted accordingly. Cantilever configurations increase the supply-only cost to $140 to $220 per square meter. This 30% to 50% premium is entirely due to the exponential increase in steel mass required to support the overhanging load without front columns, alongside the heavier base plates and specialized tensioning hardware.
Economy of scale plays a significant role in the final unit rate. Small, single-bay canopies (under 100 square meters) carry a higher cost per square meter due to fixed engineering, patterning, and factory setup costs. Large, continuous canopies covering multiple dock bays (300+ square meters) achieve significant economies of scale, driving the unit rate down toward the lower end of the pricing spectrum.

Contractors must also account for the civil works budget, which is separate from the canopy supply cost. The foundation requirements for a cantilever structure can double the civil works budget compared to a standard portal frame design. The massive concrete volumes required to act as counterweights for the cantilever columns must be factored into the total project cost early in the planning stage.
To keep costs predictable, specify standard architectural white for the membrane. Custom colors require special production runs, which increase the fabric cost by 15% to 20% and extend lead times. White PVDF provides the best light transmission, the lowest thermal absorption, and the most reliable pricing for industrial applications.
What Jutent Provides: Factory Supply, Documentation, and Logistics
As a specialized loading dock canopy manufacturer, Jutent provides a complete, ready-to-assemble structural kit designed specifically for rapid contractor installation. We eliminate site fabrication, reducing installation time and mitigating the risks associated with field modifications.
The scope of supply includes all primary and secondary steelwork, pre-cut, pre-drilled, and hot-dip galvanized at our facility. The high-frequency welded PVDF membrane panels are patterned and manufactured to exact tolerances. The package also includes all necessary tensioning hardware—such as stainless steel turnbuckles, membrane plates, and perimeter cables—along with the specified high-tensile chemical anchor bolts for the base connections.
Every structure is supplied with a comprehensive engineering documentation package. This includes detailed shop drawings, anchor bolt layout plans, and foundation load reaction data. The reaction data provides your local civil engineer with the exact shear, axial, and moment forces required to size the concrete footings accurately. We also provide a step-by-step installation manual tailored to the specific structure, detailing the exact sequence for erecting the steel and tensioning the membrane.
The entire system is engineered for bolted connections. There is no site welding required. This eliminates the need for hot works permits on active industrial sites, significantly speeds up erection time, and ensures the integrity of the factory-applied galvanized coating is never compromised by field welding.
Logistics are optimized for global shipping. Components are designed to fit within standard 20-foot or 40-foot shipping containers. Steel members are securely bundled and protected to prevent transit damage. The PVDF membrane is carefully rolled—never folded—and sealed in heavy-duty PVC transport bags to prevent creasing or abrasion. All hardware is crated, inventoried, and clearly labeled to match the assembly drawings, ensuring your site team has exactly what they need the moment the container doors open.
If you want an accurate budget reference for this project, share your dimensions, wind zone, and preferred membrane type with our team.
Get Your Loading Dock Canopy Quote
FAQ
- What is the typical lead time for a loading dock canopy from Jutent?
- Factory production: 20–35 days. Sea freight to Southeast Asia: 7–14 days. Total: 5–8 weeks. This timeline begins upon approval of the final shop drawings. The 20 to 35-day production window accounts for the complexity of the steel fabrication. Standard portal frame designs sit at the lower end of this spectrum, while heavy cantilever structures requiring thick steel sections and complex moment connections push toward the 35-day mark. Membrane patterning and high-frequency welding occur concurrently with steel fabrication to ensure strict adherence to the delivery schedule.
- What membrane grade is recommended for a loading dock canopy?
- High-grade PVDF membrane is recommended for most commercial applications. For industrial loading bays, we specifically mandate a 900g/㎡ to 1050g/㎡ weight class. This grade provides the necessary puncture resistance against accidental impacts and the tensile strength required to handle severe wind uplift. The PVDF topcoat is essential in these environments, as it actively repels diesel exhaust particulates and industrial dust, ensuring the canopy maintains its structural integrity and aesthetic appearance over a 15 to 20-year operational lifespan without requiring intensive chemical cleaning.



