Spécifier un auvent de quai de chargement implique cinq décisions que la plupart des entrepreneurs prennent mal la première fois : la forme structurelle, la hauteur libre, la conformité à la charge de vent, le grade de la membrane et l'allocation budgétaire. Ce guide couvre chacun de ces points, avec les chiffres dont vous avez besoin pour bien spécifier avant de lancer l'appel d'offres.
Qu'est-ce qui rend la spécification d'un auvent de quai de chargement différente
A auvent de quai de chargement d'entrepôt fonctionne comme une infrastructure opérationnelle critique, et non comme une structure d'ombrage commerciale standard. Il protège les marchandises, l'équipement et le personnel pendant la phase de transfert à haut risque entre l'installation et les véhicules de transport. La spécification nécessite de prendre en compte les mouvements de véhicules lourds, les dégagements verticaux et les charges météorologiques sévères. Les ingénieurs doivent calculer une hauteur libre minimale de 4,5 m à 5,0 m pour accueillir les remorques standard de 53 pieds, les conteneurs high-cube et éviter les dommages par impact des camions en marche arrière avec des hauteurs de suspension variables.

La fonction principale est d'empêcher l'infiltration d'eau sur le quai de chargement et la zone de manutention. La pluie sur une plaque d'acier de quai crée un risque immédiat de glissade pour les chariots élévateurs de 3 tonnes évoluant sur une pente. Les avant-toits standard des bâtiments dépassent généralement de 1,0 m à 1,5 m de la façade, laissant l'arrière d'une remorque en recul exposée aux intempéries. Une spécification conforme exige un débord minimum de 3,0 m à 4,0 m au-delà de la ligne des butoirs de quai pour établir une zone de manutention entièrement sèche et sécurisée.
Quais de chargement
Sur la base de l'expérience de Jutent dans plus de 400 projets dans 30+ pays, l'erreur de spécification la plus fréquente est de ne pas intégrer le drainage de l'auvent avec le système d'eaux pluviales du site. Les entrepreneurs laissent souvent l'eau s'écouler du bord avant directement sur le tablier des camions. Lors de fortes averses, cela crée un effet de cascade qui aveugle les conducteurs en marche arrière et accélère la dégradation du tablier en béton. L'auvent nécessite une conception à pente inversée pour diriger l'eau vers la façade du bâtiment. Des gouttières à caisson surdimensionnées capturent ce ruissellement et l'acheminent par les poteaux de support directement dans le réseau de drainage souterrain, gardant la zone de chargement dégagée.
L'intégration structurelle à l'enveloppe existante du bâtiment nécessite une ingénierie précise. L'auvent doit être ancré directement à la charpente primaire en acier de l'entrepôt ou à travers des panneaux de béton préfabriqué. Cela exige des calculs exacts des forces d'arrachement et des charges de cisaillement sur les ancrages chimiques afin d'éviter de compromettre l'enveloppe du bâtiment ou d'annuler les garanties structurelles. La spécification doit également tenir compte du soulèvement dû au vent localisé et de l'accumulation de neige, afin que la structure de l'auvent résiste aux charges dynamiques extrêmes sans transférer un stress excessif à la façade de l'entrepôt.
Formes structurelles : Cantilever, Toit en croupe et options tendues pour les quais de chargement
Les structures cantilever gèrent la grande majorité des projets de quais de chargement à fort trafic. Les options de toit en croupe et de portique standard deviennent viables uniquement lorsque la rampe pour camions est exceptionnellement large et que les contraintes budgétaires l'emportent sur les préoccupations de manœuvrabilité. Le choix de la forme structurelle correcte détermine le dimensionnement des fondations, le tonnage d'acier et l'efficacité opérationnelle à long terme à l'interface du quai.

La configuration en porte-à-faux reste le choix optimal pour un auvent de quai de chargement en toile tendue. En éliminant les poteaux avant, ce design supprime les risques de collision pour les camions articulés en marche arrière. Une aire dégagée et sans obstacle permet aux conducteurs de reculer selon des angles complexes sans heurter les supports en acier. Pour obtenir un porte-à-faux de 4,0 m à 5,0 m, des poteaux arrière massifs sont nécessaires — généralement des profils creux carrés (SHS) de 250x250x8 mm ou 300x300x10 mm. Ces poteaux exigent des fondations en béton capables de résister à des moments importants pour contrer le moment de renversement extrême généré par les charges permanentes et d'exploitation en surplomb. Les ingénieurs doivent calculer soigneusement ces réactions de base pour éviter le soulèvement des fondations lors de vents violents.
Comparaison des membranes PVDF et PTFE
Les structures à toit en croupe ou à portique utilisent des poteaux avant et arrière. Bien que cette géométrie réduise considérablement la masse d'acier requise et la profondeur des fondations, elle introduit des obstacles physiques permanents dans la zone de manœuvre des camions. Si des poteaux avant sont spécifiés, les entrepreneurs doivent les espacer à des entraxes exactement compris entre 4,5 m et 6,0 m pour s'aligner parfaitement avec les baies des quais. Ces poteaux nécessitent une protection via des bornes en béton ou des barrières anti-collision en acier lourd. L'installation de cette protection contre les impacts élargit le périmètre des travaux de génie civil et consomme un espace précieux sur l'aire de manœuvre, ce qui peut restreindre le rayon de braquage des véhicules lourds.
Les structures de membrane tendue utilisent des surfaces à double courbure, telles que les formes hypar (paraboloïde hyperbolique) ou de voûte en berceau, pour atteindre une grande stabilité structurelle avec un poids d'acier minimal. La toile tendue transfère efficacement les charges de vent et de neige au cadre en acier périphérique. Pour un auvent de quai de chargement d'entrepôt, une conception tendue en voûte en berceau offre une hauteur libre centrale élevée pour les mâts de chariots élévateurs tout en évacuant l'eau sur les côtés ou à l'arrière. Cette géométrie empêche l'infiltration d'eau à l'interface de chargement et combine l'attrait esthétique du tissu architectural avec les performances robustes requises dans un environnement logistique industriel.
Exigences de dégagement : Hauteurs d'accès pour chariots élévateurs et camions
Les hauteurs de dégagement sont des contraintes strictes dictées par les dimensions physiques des véhicules utilisant l'installation. Un camion articulé standard a une hauteur totale de 4,1 m à 4,3 m du sol. L'auvent doit dégager cette hauteur avec une marge de sécurité substantielle pour tenir compte du rebond de la suspension, de la pente de la cour et du balancement vers le haut des portes arrière de la remorque.
Le quai lui-même est généralement surélevé de 1,2 m par rapport au niveau de la cour pour camions. Par conséquent, l'enveloppe verticale totale doit tenir compte de la hauteur du camion sur la cour, plus la hauteur opérationnelle de l'équipement sur le quai. Les chariots élévateurs à grande portée opérant près du bord du quai peuvent avoir des hauteurs de mât atteignant 4,5 m à 5,0 m. Pour garantir un fonctionnement sûr, la hauteur libre minimale absolue au point le plus bas de la structure de l'auvent — généralement le bord avant ou la poutre interne la plus basse — doit être de 5,5 m par rapport au niveau de la cour pour camions.
La pente du toit est la deuxième dimension critique. L'auvent doit être incliné pour évacuer l'eau rapidement. Une pente minimale de 10 à 15 degrés est nécessaire pour éviter la formation de flaques d'eau sur la surface de la membrane. Si la conception utilise une pente inversée (inclinaison vers l'arrière en direction du mur de l'entrepôt), le point le plus haut de l'auvent au bord avant peut atteindre 6,5 m à 7,0 m au-dessus du niveau du sol. Cette géométrie doit être modélisée avec précision pour garantir que la structure n'interfère pas avec les éléments existants de l'entrepôt, tels que l'éclairage de sécurité en hauteur, les persiennes de ventilation ou la signalétique extérieure.
Les éléments structurels internes doivent également être examinés. Si la conception de l'auvent repose sur des treillis métalliques profonds ou de lourdes équerres de contreventement au niveau des raccordements de poteaux, ces éléments font saillie vers le bas dans l'enveloppe opérationnelle. Un modèle de détection de conflits 3D est fortement recommandé pour vérifier qu'un chariot élévateur transportant une charge de palette de hauteur maximale peut manœuvrer librement sous toutes les charpentes secondaires sans risque d'impact.
Conformité au vent et à la structure pour les applications industrielles
Un auvent de quai de chargement industriel agit comme une immense voile aérodynamique fixée sur le côté d'un bâtiment. Le soulèvement dû au vent est le principal mode de défaillance, et la conformité structurelle nécessite de concevoir le système pour résister à une pression négative extrême.
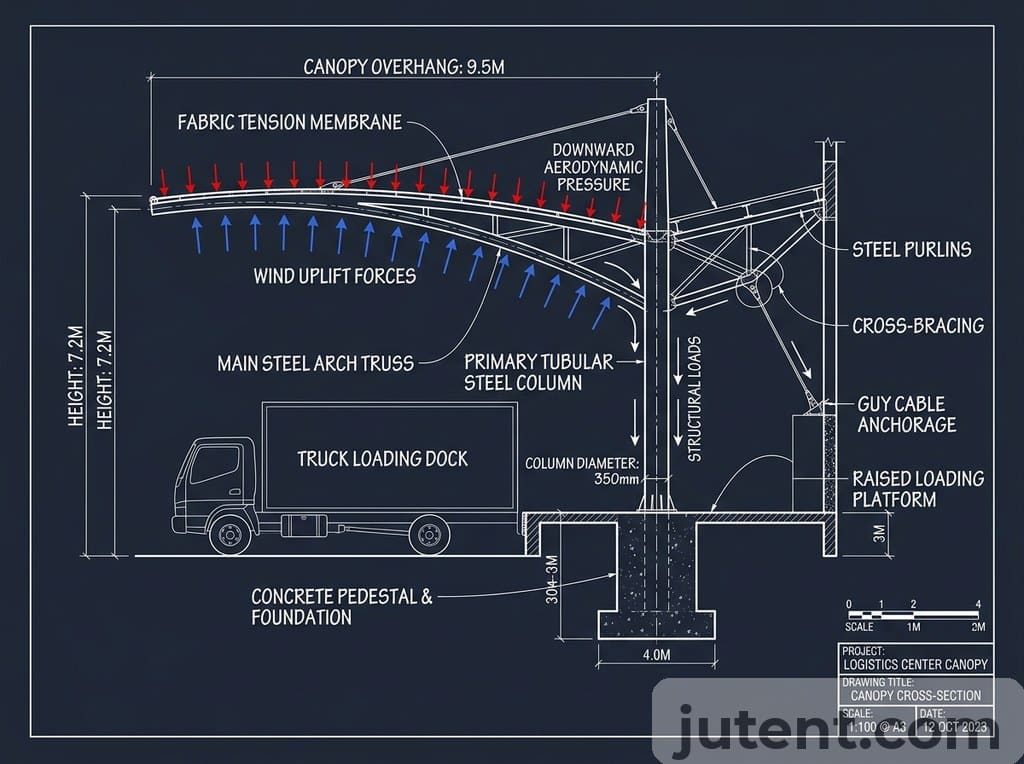
Un projet d'entrepôt aux Philippines exigeait que la structure respecte la charge de vent de 250 km/h du NSCP. Nous avons spécifié des poteaux principaux en profilé creux carré de 250×250×8 mm avec des plaques de base à connexion par moment — avoir détecté cela au stade de la conception a évité au projet une réingénierie complète après la soumission du permis. Les codes de conception tels que l'ASCE 7-16 ou l'Eurocode 1 imposent que la structure soit conçue pour résister à la fois à la pression descendante (neige ou charge d'exploitation) et à l'aspiration ascendante sévère (soulèvement dû au vent). Étant donné que l'auvent est fixé à une grande façade de bâtiment solide, le vent frappant le mur est forcé vers le haut et vers l'extérieur, créant des zones de pression localisées sur la face inférieure de l'auvent qui dépassent de loin les charges de vent standard en champ ouvert.
la couche de finition fluorocarbonée peut être appliquée sur la galvanisation à des fins esthétiques, mais la couche de zinc est la protection primaire non négociable contre la rouille.
La conception de la plaque de base et de la fondation constitue l'ancrage structurel final. Les structures en porte-à-faux génèrent des moments de flexion extrêmes au niveau de la connexion de la base. Les plaques de base pour ces applications ont généralement une épaisseur de 25 mm à 40 mm et utilisent des boulons d'ancrage chimiques ou scellés à haute résistance M24 à M36. L'ingénieur civil doit dimensionner les semelles en béton pour agir comme des contrepoids massifs ; une semelle de porte-à-faux typique peut nécessiter 2,0 m x 2,0 m x 1,5 m de béton armé par colonne pour résister en toute sécurité aux forces de renversement générées lors d'une tempête violente.
Qualité de membrane : ce que les auvents de quai de chargement industriels exigent
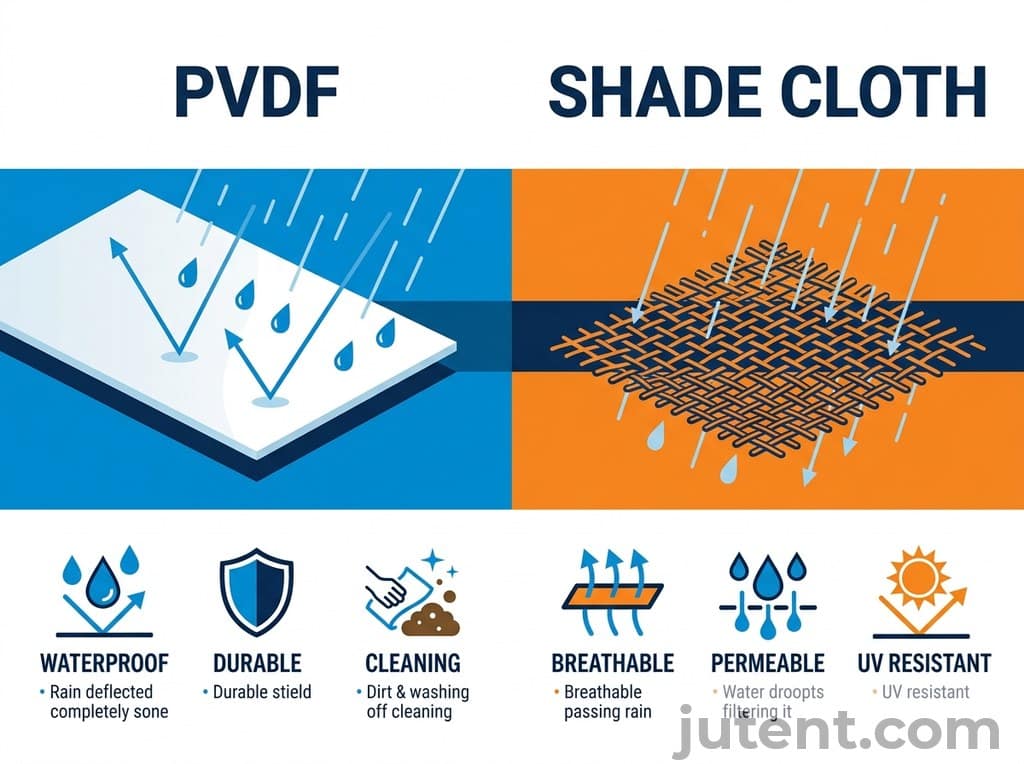
Une structure d'ombrage de quai de chargement ne peut pas reposer sur une toile d'ombrage commerciale standard ou du PVC de faible qualité. L'environnement industriel exige des membranes architecturales haute performance conçues pour une résistance élevée à la traction, une résistance chimique et une conformité stricte aux normes incendie.
Nous spécifions une membrane enduite de PVDF (Polyfluorure de vinylidène) d'un minimum de 900 g/m² à 1050 g/m² pour toutes les applications de quais de chargement industriels. Cette catégorie de poids utilise un tissu de base en polyester dense de 1000 deniers qui offre des propriétés mécaniques exceptionnelles. La résistance à la traction d'une membrane de 1050 g/m² dépasse généralement 4000 N/5 cm dans les sens chaîne et trame, garantissant que le tissu peut résister aux forces extrêmes de soulèvement par le vent sans allongement permanent, affaissement ou déchirure aux points de raccordement.
Le revêtement de surface est tout aussi critique. La couche de finition en PVDF est une exigence non négociable pour les sites industriels. Elle crée une surface à faible énergie qui empêche la suie de diesel, la poussière industrielle en suspension dans l'air et les déjections d'oiseaux de s'incruster dans le tissu. L'eau de pluie nettoie naturellement la surface, préservant l'apparence esthétique et les propriétés fonctionnelles de l'auvent sur une durée de vie de 15 à 20 ans. Les matériaux PVC de qualité inférieure manquent de cette couche protectrice, ce qui entraîne une décoloration rapide et une migration des plastifiants au cours des trois premières années d'exposition.
La transmission de la lumière est un avantage opérationnel majeur des membranes tendues. Une membrane PVDF blanche standard de 1050 g/m² offre une transmission de lumière naturelle de 7 % à 12 %. Cela fournit un éclairage lumineux, diffus et sans ombre sur toute la zone de chargement pendant les heures de jour. Cet éclairage naturel réduit considérablement les coûts d'éclairage électrique et améliore la sécurité en éliminant le contraste marqué entre la lumière extérieure vive et l'intérieur sombre de la remorque du camion, réduisant ainsi la fatigue oculaire des opérateurs de chariots élévateurs.
Enfin, la membrane doit être conforme aux strictes normes de sécurité incendie industrielles. Le matériau PVDF spécifié doit atteindre des indices de résistance au feu reconnus, tels que DIN 4102 B1, NFPA 701 ou EN 13501-1 (B-s2, d0). Le matériau est conçu pour être auto-extinguible et ne produit pas de gouttelettes enflammées, garantissant qu'il ne contribue pas à la propagation du feu en cas d'incident sur le quai de chargement.
Coût de l'auvent de quai de chargement : ce qui détermine le budget
Le coût d'un auvent de quai de chargement est déterminé par trois variables principales : la configuration structurelle, les exigences de charge de vent et la surface totale couverte. Comprendre ces facteurs permet aux entrepreneurs d'établir un budget précis et d'éviter des variations inattendues pendant la phase d'approvisionnement.
Les coûts de fourniture seule pour un auvent tendu standard supporté par colonnes varient généralement de 80 à 130 dollars par mètre carré. Cette configuration est très efficace en termes de poids d'acier, ce qui en fait la solution la plus rentable pour les grandes zones de stockage ouvertes. Cependant, lorsque des contraintes opérationnelles imposent une conception en porte-à-faux, le budget doit être ajusté en conséquence. Les configurations en porte-à-faux augmentent le coût de fourniture seule à 140 à 220 dollars par mètre carré. Cette prime de 30 % à 50 % est entièrement due à l'augmentation exponentielle de la masse d'acier nécessaire pour supporter la charge en surplomb sans colonnes avant, ainsi qu'aux plaques de base plus lourdes et au matériel de tension spécialisé.
L'économie d'échelle joue un rôle important dans le taux unitaire final. Les petits auvents à une seule travée (moins de 100 mètres carrés) ont un coût plus élevé par mètre carré en raison des coûts fixes d'ingénierie, de patronage et de mise en place en usine. Les grands auvents continus couvrant plusieurs quais de chargement (300+ mètres carrés) réalisent des économies d'échelle significatives, réduisant le taux unitaire vers l'extrémité inférieure de la fourchette de prix.
Les entrepreneurs doivent également prendre en compte le budget des travaux de génie civil, qui est distinct du coût de fourniture de la canopée. Les exigences de fondation pour une structure en porte-à-faux peuvent doubler le budget des travaux de génie civil par rapport à une conception standard à portique. Les volumes massifs de béton nécessaires pour servir de contrepoids aux colonnes en porte-à-faux doivent être pris en compte dans le coût total du projet dès la phase de planification.
Pour maintenir des coûts prévisibles, spécifiez le blanc architectural standard pour la membrane. Les couleurs personnalisées nécessitent des séries de production spéciales, ce qui augmente le coût du tissu de 15 % à 20 % et allonge les délais de livraison. Le PVDF blanc offre la meilleure transmission lumineuse, la plus faible absorption thermique et le prix le plus fiable pour les applications industrielles.
Ce que fournit Jutent : Fourniture d'usine, documentation et logistique
En tant que fabricant spécialisé d'auvents pour quais de chargement, Jutent fournit un kit structurel complet et prêt à assembler, conçu spécifiquement pour une installation rapide par l'entrepreneur. Nous éliminons la fabrication sur site, réduisant ainsi le temps d'installation et atténuant les risques associés aux modifications sur le terrain.
La portée de la fourniture comprend toute la charpente métallique primaire et secondaire, pré-coupée, pré-percée et galvanisée à chaud dans notre usine. Les panneaux de membrane en PVDF soudés par haute fréquence sont profilés et fabriqués selon des tolérances exactes. Le lot comprend également tout le matériel de tension nécessaire — tels que les tendeurs en acier inoxydable, les plaques de membrane et les câbles périphériques — ainsi que les boulons d'ancrage chimiques à haute résistance spécifiés pour les connexions de base.
Chaque structure est livrée avec un dossier complet de documentation technique. Celui-ci comprend des plans d'atelier détaillés, des plans d'implantation des boulons d'ancrage et des données de réaction des charges de fondation. Les données de réaction fournissent à votre ingénieur civil local les efforts exacts de cisaillement, axiaux et de moment nécessaires pour dimensionner avec précision les semelles en béton. Nous fournissons également un manuel d'installation étape par étape adapté à la structure spécifique, détaillant la séquence exacte pour le montage de l'acier et la mise en tension de la membrane.
L'ensemble du système est conçu pour des connexions boulonnées. Aucun soudage sur site n'est requis. Cela élimine le besoin de permis de travaux à chaud sur les sites industriels actifs, accélère considérablement le temps de montage et garantit que l'intégrité du revêtement galvanisé appliqué en usine n'est jamais compromise par un soudage sur site.
La logistique est optimisée pour l'expédition mondiale. Les composants sont conçus pour s'adapter aux conteneurs d'expédition standard de 20 ou 40 pieds. Les éléments en acier sont solidement attachés et protégés pour éviter les dommages pendant le transport. La membrane PVDF est soigneusement enroulée — jamais pliée — et scellée dans des sacs de transport en PVC robustes pour éviter les plis ou l'abrasion. Tout le matériel est mis en caisse, inventorié et clairement étiqueté pour correspondre aux plans d'assemblage, garantissant que votre équipe sur site dispose exactement de ce dont elle a besoin dès l'ouverture des portes du conteneur.
Si vous souhaitez une référence budgétaire précise pour ce projet, partagez vos dimensions, votre zone de vent et votre type de membrane préféré avec notre équipe.
Demander un devis personnalisé
FAQ
- Quel est le délai de livraison typique pour un auvent de quai de chargement de Jutent ?
- Production en usine : 20–35 jours. Fret maritime vers l'Asie du Sud-Est : 7–14 jours. Total : 5–8 semaines. Ce délai commence après l'approbation des plans d'atelier finaux. La fenêtre de production de 20 à 35 jours tient compte de la complexité de la fabrication de l'acier. Les conceptions standard de portiques se situent à l'extrémité inférieure de cette fourchette, tandis que les structures lourdes en porte-à-faux nécessitant des sections d'acier épaisses et des assemblages de moments complexes tendent vers la barre des 35 jours. Le façonnage de la membrane et le soudage haute fréquence sont réalisés simultanément à la fabrication de l'acier afin de garantir le strict respect du calendrier de livraison.
- Quel grade de membrane est recommandé pour un auvent de quai de chargement ?
- La membrane PVDF de haute qualité est recommandée pour la plupart des applications commerciales. Pour les quais de chargement industriels, nous imposons spécifiquement une classe de poids de 900 g/m² à 1050 g/m². Ce grade offre la résistance à la perforation nécessaire contre les impacts accidentels et la résistance à la traction requise pour supporter les fortes dépressions dues au vent. Le revêtement supérieur en PVDF est essentiel dans ces environnements, car il repousse activement les particules d'échappement diesel et la poussière industrielle, garantissant que la structure conserve son intégrité structurelle et son aspect esthétique sur une durée de vie opérationnelle de 15 à 20 ans sans nécessiter de nettoyage chimique intensif.




