Specifying a tensile carport structure involves five decisions that most contractors get wrong the first time: structural form, membrane grade, wind load compliance, foundation sizing, and supply logistics. This guide covers each one, with the numbers you need to get the specification right before you go to tender.
What Makes Tensile Carport Structure Specification Different
A tensile carport structure operates on fundamentally different engineering principles than a standard steel portal frame with a metal deck roof. Standard carports rely on gravity and mass to maintain stability. Tensile structures rely on pre-stress. The membrane is tensioned across a steel framework to create a rigid, double-curved surface that transfers wind and snow loads directly to the primary steelwork.

The primary difference that contractors must account for lies in the uplift forces. A standard metal roof acts like a dead weight. A tensile canopy acts like an airfoil. When wind passes over the curved architectural membrane, it creates significant upward pressure. This means the foundation specification for a tensile structure is often larger than what a contractor might expect for a similarly sized steel carport. A typical 5m × 5m double-bay standard carport might require a 600mm × 600mm × 800mm concrete footing. The equivalent tensile structure, depending on the site's wind zone, often requires a 1000mm × 1000mm × 1200mm footing to counter the overturning moment generated by the cantilevered steel and the uplift on the membrane.
For property developers, the specification shift is driven by aesthetics and environmental control. These structures provide high UV protection, blocking up to 99% of harmful radiation, while delivering a modern architectural profile that flat tin roofs cannot match. The translucent nature of architectural membranes also reduces the need for daytime artificial lighting beneath the canopy, lowering operational energy costs for commercial parking lots.
When reviewing Carports for a new development, the decision to use tensile architecture changes the procurement timeline. Because the membrane must be patterned and manufactured to exact biaxial stretch ratios, the steel frame must be fabricated with millimeter precision. Site welding is eliminated; the entire system must be designed as a bolted assembly to ensure the membrane fits perfectly upon installation.
Structural Forms: Single Post, Cantilever, and Multi-Bay Tensile Carports
The structural form dictates the foundation cost, the vehicle clearance, and the parking layout efficiency. Cantilever designs handle 80% of commercial parking applications. Single-post and multi-bay configurations fill specific architectural or high-density requirements.

Cantilever structures place the primary steel columns at the rear or front of the parking bay. This configuration eliminates intermediate columns between vehicles, reducing the risk of door strikes and maximizing the usable turning radius for drivers. A standard cantilever tensile membrane carport covering two vehicles typically spans 5.5m in width and 5.5m in depth, requiring a minimum clearance height of 2.2m at the lowest point to accommodate standard SUVs. Because the entire roof load transfers to one side, the steel columns are heavily reinforced, often utilizing 200mm × 200mm × 8mm SHS (Square Hollow Section) steel.
Single-post structures, often styled as inverted umbrellas or conical canopies, are specified for high-visibility areas like VIP parking or valet drop-offs. A typical single-post unit covers a 5m × 5m area. The central column must manage 360-degree wind loads, usually requiring a massive central footing and a column diameter exceeding 250mm. This makes them architecturally striking but less cost-effective for bulk parking.
Multi-bay systems connect continuous membrane panels across a shared steel framework. This is the most material-efficient method for covering 10 or more vehicles. By sharing intermediate columns, the total steel tonnage per parking space drops by approximately 15% to 20% compared to standalone units. When specifying the membrane for these larger spans, engineers must evaluate the material's tensile strength, often referencing a Pvdf Vs Ptfe Membrane Comparison to determine the appropriate lifespan and self-cleaning properties required for the specific site conditions. Multi-bay designs also simplify water management, allowing engineers to pitch the entire continuous canopy toward a single integrated drainage line rather than managing runoff from dozens of individual roofs.
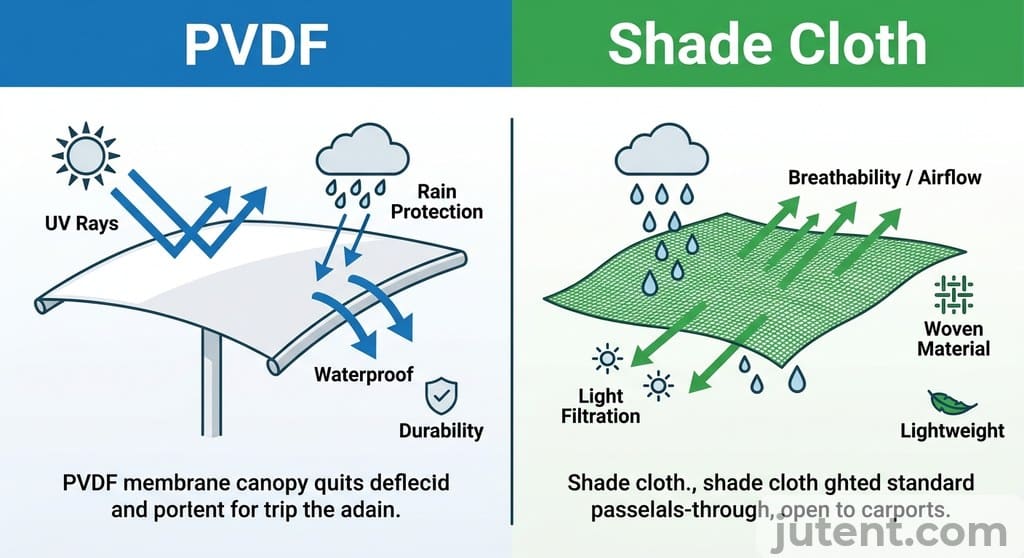
Membrane Grade: PVDF vs Shade Cloth for Carport Applications
PVDF-coated PVC at 900g/㎡ to 1050g/㎡ is the correct specification for 90% of permanent carport tensile canopy projects. High-density polyethylene (HDPE) shade cloth is only appropriate for temporary installations or agricultural equipment coverage where complete waterproofing is not required.
Based on Jutent's experience across 400+ projects in 30+ countries, the specification error we see most often in tropical climates is selecting 750g/㎡ PVDF instead of 1050g/㎡ to reduce cost. The price difference is approximately $3–5/㎡. The lifespan difference is 5–8 years. The math does not support the saving.
PVDF (Polyvinylidene Fluoride) coated membranes provide complete waterproofing and block 100% of UVB and UVA radiation. The fluorocarbon surface layer reflects UV radiation rather than absorbing it. At UV Index 12–13, a 1050g/㎡ PVDF membrane maintains its tensile strength within 10% of the original specification after 15 years. It also features self-cleaning properties; rainwater washes away dust and bird droppings, which is critical for carports located under trees or in industrial zones. The membrane must be tensioned to a specific pre-stress level—typically 2 to 3 kN/m—to ensure it does not flutter or pond during heavy rainfall.
Shade cloth (HDPE), typically specified between 320g/㎡ and 340g/㎡, provides 90% to 95% UV block but is highly porous. It does not protect vehicles from rain, tree sap, or bird droppings. While the initial material cost of shade cloth is lower, it requires re-tensioning every two to three years as the knitted polymer relaxes under continuous wind load. For a commercial property developer looking for a 15-to-20-year asset lifespan, PVDF is the only mathematically sound choice. The structural steel designed for a PVDF canopy is also fundamentally different; because PVDF is a solid surface, the steel must be engineered for full wind and snow loads, whereas shade cloth structures are often engineered with lower load capacities due to the fabric's porosity.
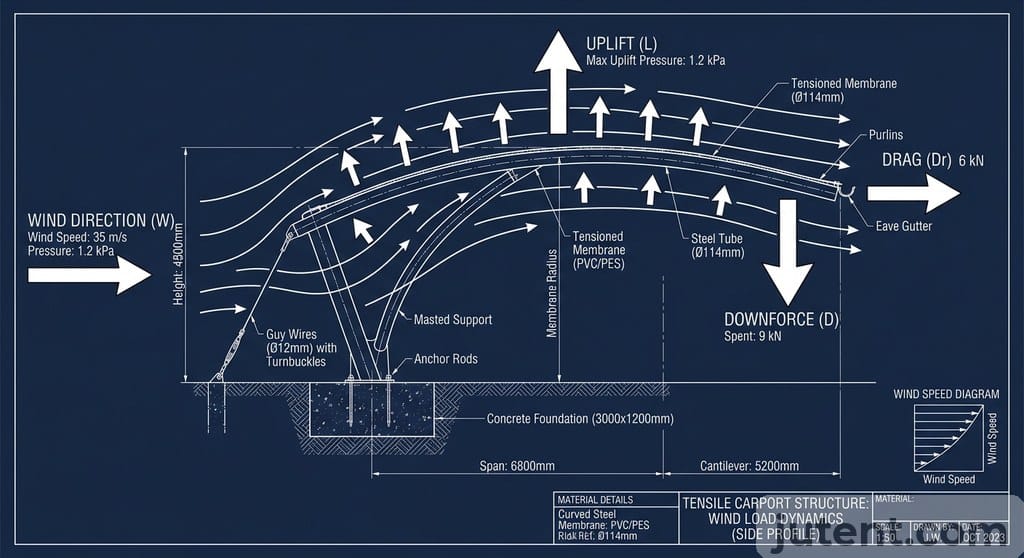
Wind Load and Structural Compliance for Carport Projects
A tensile carport shade must be engineered to site-specific wind speeds, not generic regional averages. The structural compliance of the steel frame and the membrane tensioning system dictates whether the canopy survives a severe storm or becomes a liability.
A commercial parking project in the Philippines required the structure to meet NSCP 250km/h wind loading. We specified 250×250×8mm SHS primary columns with moment-connected base plates and 1050g/㎡ PVDF membrane—catching this at the design stage saved the project a complete re-engineering after permit submission.
Standard carports are often rated for 100km/h to 120km/h winds. In coastal or typhoon-prone regions, building codes require structures to withstand 160km/h to 250km/h. To achieve this, the engineering focus shifts to the connection details and the membrane's tear resistance. The base plates for a high-wind cantilever carport typically increase from 16mm to 25mm thickness, utilizing M24 or M30 chemical anchors embedded at least 400mm into the concrete footing.
The membrane itself must be patterned with precise biaxial compensation. When the fabric is cut in the factory, it is sized slightly smaller than the steel frame. During installation, it is mechanically pulled into place, introducing the pre-stress required to keep the fabric rigid. If the pre-stress is too low, wind will cause the membrane to flutter. Fluttering causes fatigue at the welded seams, leading to premature failure. Engineers calculate the exact wind pressure (measured in kPa) acting on the canopy's surface area to determine the required cable edge thickness and the spacing of the tensioning hardware. A typical 5m × 5m canopy in a 160km/h wind zone will experience over 25 kN of uplift force, requiring marine-grade stainless steel turnbuckles and 12mm edge cables to maintain structural integrity and prevent the membrane from tearing away from the primary steel framework.
Commercial Carport Tensile Structure: Large-Scale Parking Facilities
Specifying a commercial carport tensile structure for a 50-to-500 vehicle facility requires optimizing the steel layout to maximize parking density while managing massive water runoff. Single-bay thinking does not scale to commercial lots.
In large-scale facilities, contractors must utilize continuous multi-bay configurations. A standard double-row parking layout, where cars park nose-to-nose, is best covered by a central-column “butterfly” or “barrel vault” tensile structure. This configuration uses a single line of heavy-duty columns down the center island, spanning outward 5m to 6m on each side to cover both rows of vehicles. This reduces the total number of columns by 50% compared to single-row cantilever designs, significantly lowering the total steel tonnage and foundation excavation costs.
Water management is the most critical technical challenge for large-scale canopies. A continuous 50m × 10m tensile structure captures 500 square meters of rainwater. During a 50mm/hr rain event, the structure must shed 25,000 liters of water per hour. The membrane must be engineered with a minimum 15-degree pitch to ensure rapid runoff and prevent ponding. Water is typically directed to the center columns, where integrated PVC downpipes hidden within the steel SHS columns channel the water directly into the subterranean storm drainage system.
Lighting integration is another commercial requirement. Because PVDF membranes offer 10% to 15% light transmission, daytime artificial lighting is unnecessary. For nighttime operation, LED luminaires are mounted directly to the primary steel rafters. The white underside of the membrane acts as a massive reflector, distributing the light evenly across the parking surface and eliminating harsh shadows between vehicles. This reduces the total number of required lumens per square meter by up to 30% compared to open-air parking lots, lowering the electrical load for the property developer while maintaining the lux levels required by local municipal safety codes.
Tensile Carport Cost: What Drives the Budget
Budget planning should be based on structure type, clear span, wind rating, membrane grade, steel tonnage, and project scope. For an accurate EXW, FOB, CIP, or DDU quotation, the project dimensions and engineering requirements should be reviewed first.
The primary cost driver is the steel framework, which accounts for 55% to 65% of the total material budget. A cantilever structure designed for a 120km/h wind zone might require 25 kg of steel per square meter of coverage. The exact same cantilever design engineered for a 200km/h typhoon zone will require up to 45 kg of steel per square meter to handle the increased overturning moments. This jump in steel tonnage directly impacts the ex-factory price and the shipping volume.
Corrosion protection and service life should be described according to the selected protection system, project environment, and maintenance conditions rather than as an unconditional lifespan guarantee.
Hardware and tensioning components make up 10% to 15% of the cost. High-quality structures utilize hot-dip galvanized steel cables and 304 or 316 stainless steel tensioning components. Substituting these for electro-galvanized hardware saves less than 2% on the total project cost but guarantees rust streaks on the white membrane within 24 months.
Finally, engineering documentation and shop drawings account for the remaining 5%. Contractors should never accept a supply-only price that does not include site-specific structural calculations. Without these calculations, the local municipality will reject the permit application, forcing the contractor to hire a local engineer to reverse-engineer the imported structure—a process that invariably costs more than the initial savings and delays the project timeline by several weeks.
What Jutent Provides: Factory Supply, Documentation, and Logistics
Jutent operates as a direct tensile carport manufacturer, supplying complete, ready-to-assemble structural kits to contractors and property developers worldwide. We eliminate the friction of sourcing steel, membrane, and hardware from separate vendors by delivering a unified, engineered system.
polyurethane fluorocarbon topcoat
The membrane is patterned, cut, and high-frequency welded in our climate-controlled facility. It is shipped in protective PVC bags, complete with all necessary edge cables, aluminum keder extrusions, and stainless steel tensioning plates.
Logistics and documentation are handled entirely in-house. A standard 40ft High Cube container can hold approximately 800 to 1,000 square meters of carport structures, depending on the steel configuration. Along with the physical components, Jutent provides a complete documentation package. This includes the general arrangement drawings, the foundation reaction loads required by your local civil engineer to size the concrete footings, the membrane tensioning sequence, and a step-by-step installation manual. By providing the exact foundation reaction forces—such as a vertical load of 25kN, horizontal shear of 15kN, and an overturning moment of 45kNm—we enable your local team to pour the footings while the structure is in transit. This parallel workflow compresses the overall project schedule by weeks and ensures the site is ready the moment the container arrives. This level of factory preparation guarantees that the canopy goes up exactly as engineered, without site modifications.
If you want an accurate budget reference for this project, share your dimensions, wind zone, and preferred membrane type with our team.
Get Your Tensile Carport Quote Today
FAQ
- What is the typical span for a tensile carport structure?
- Single-bay tensile carports typically span 5–8m. Multi-bay systems can cover much larger areas. To expand on this engineering reality, a 5m to 8m span is the optimal range for a cantilevered system using standard commercial steel profiles, such as 200x200mm SHS, without requiring custom-built plate girders. When a project requires covering a 20m or 30m parking row, engineers do not attempt to create a single 30m clear span. Instead, they utilize a multi-bay configuration. In a multi-bay system, intermediate columns are placed every 5m to 6m along the length of the structure. The membrane is either patterned as one continuous piece with intermediate clamping plates, or as individual panels linked by waterproof gutters. This modular approach allows the structure to cover infinitely large areas—such as a 500-bay commercial parking lot—while keeping the steel tonnage per square meter highly efficient and the foundation sizes manageable for the civil contractor.
- What is the typical lead time for a tensile carport structure from Jutent?
- Factory production: 20–35 days. Sea freight to Southeast Asia: 7–14 days. Total: 5–8 weeks. This timeline begins from the moment the final shop drawings are approved by the client's engineering team. The 20 to 35-day factory production window accounts for the complete manufacturing cycle: CNC laser cutting of the primary steel members, robotic welding of the base plates and connection nodes, hot-dip galvanizing, fluorocarbon topcoat, and the high-frequency welding of the PVDF membrane panels. Complex custom geometries or structures requiring heavy steel sections for 200km/h+ wind zones typically push the production time toward the 35-day mark. Standard cantilever designs often finish closer to 20 days. For global shipping outside of Southeast Asia, such as to the Middle East or Africa, sea freight typically requires 25 to 40 days, making the total project lead time from drawing approval to site delivery approximately 8 to 12 weeks.



